
passionate business schemas
In engineering, “thread” refers to the spiral grooves on the outside cylindrical or an inside hollow cylindrical geometry, which can be anything from a small screw to custom part of a large mechanical assembly. Cutting, tapping, and Milling are the key practices to make them. Meanwhile, Thred Milling is especially popular for creating threads in medium to large-sized items.
Although this mechanical feature looks simple, it has diverse uses like fastening, motion transmission, radial load bearing, and sealing. Similarly complex and challenging to craft accurately.
This article will cover the process, tooling, advantages, and disadvantages of milling threads on metal & plastic workpieces with a complete engineering of the thread. Additionally, we will compare with tapping at the end.
What is Thread Milling?
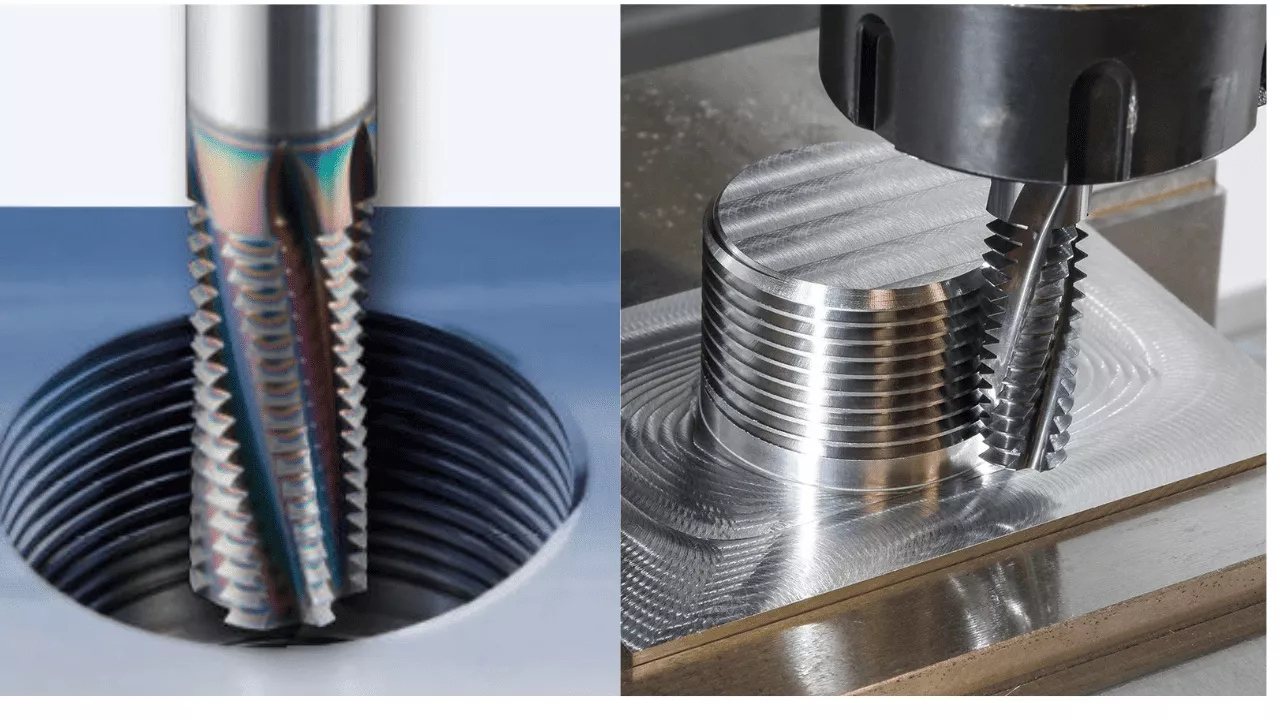
Thread Milling Process is a type of CNC milling operation. A subtractive manufacturing technique for creating threads. It uses a specialized single-point tool that removes the material from the workpiece and crafts designed threads. Unlike conventional tapping methods, milling is flexible with diameter tolerances, and it can create threads with varied diameters across the work’s length.
You can perform both internal and external threading with a milling machine according to your specific requirements. The tools rotate in helical circular patterns along the sides of workpieces, removing material and making a helical structure.
The tool follows a helical path around the outside of a cylindrical workpiece for internal threads, whereas it enters the hole and follows a similar path along the inner wall.
This method is even applicable for large-sized holes and thin-walled components. A single tool can work for different projects with different pitch diameters, providing flexibility and customization. Consequently, you can mill threads on tough materials like tool steel(> 45 HRC), titanium alloys, and Inconel.
Mechanical Thread Terminologies
In engineering & manufacturing, there are several specific terms used to elaborate the design and production process. So, let’s look at them before discussing further.
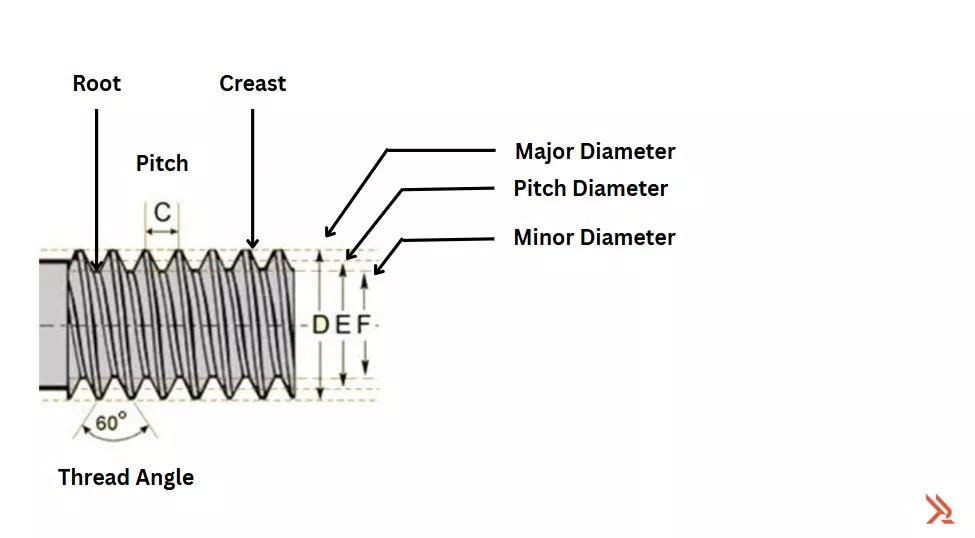
- Major Diameter: The outer diameter ( or diameter of the shaft where threads are formed)
- Minor Diameter: The inner diameter after creating the helical structure (smallest dia.)/ diameter of hole before threading, in case of internal threading
- Crest: The top portion(top edge) of the helical shape.
- Root: The bottom surface between two thread flanks.
- Flank: The thread surface that lies between the crest and the root.
- Thread Angle: The angle formed by two adjacent thread flanks.
- Pitch: Pitch is the distance between two adjacent crests.
- Pitch Diameter: It is the diameter that will correctly fit with its counter male/female component.
- Lead: It means the length/distance that the thread will travel in one turn while fitting.
How Does Thread Milling Work?
The key mechanism lies in the movement of the thread cutter tool in a helical path, controlled by CNC programs. Typically, the workpiece remains stationary, whereas the pointed tool rotates and its edges remove the material. Unlike tapping, tool geometry is not directly connected to the thread geometry. Instead, Movement along the X & Y axes determines the diameter, and the Z-axis controls the pitch.
The steps of CNC Thread milling are as follows;
Step 1: Machine Setup and Tool Selection
First, choose the right type of CNC milling machine or specialized thread mill machine. Pre-machine the workpiece, creating a hole or smoothing the outer surface where threads need to be created. Consequently, choosing the right type of tool is equally crucial, single-point cutters for small & precise threading, profile multi-tooth cutters for high speed, and indexable for large sizes. The tool size selection depends on the thread parameters, such as major & minor diameters.
Step 2: CNC Programming
Once you mount the tool into the spindle and align the workpiece with it, G and M codes dictate all tool movements. They control, tool path, the number of passes, the material removal rate, depth, etc.
CNC program also defines the entry and exit arc of the cutting edge, thread type(e.g., M10x1.5, UNC), thread pitch, tool clearance, and feed rate.
Step 3: The Thread Cutting Process
In this stage, the CNC program runs, and the machine starts to cut the thread. The tool enters in pre-determined arc and follows the helical path and retracts the work after the final pass is complete.
Thread Milling Tools

You can use several types of thread milling tools, which are different in geometry, chip removal mechanism, and capability of cutting specific thread types. Let’s discuss them briefly.
Straight Flute Thread Mills
As the name suggests, this type of thread mill cutter involves a straight flute, which removes the chips as teeth engage and remove material. The cutting teeth continuously engage and cut materials, straight flute between them evacuates outside. Straight flute cutters are more common in cutting threads in highly machinable materials like aluminium and ABS.
Helical Flute Thread Mills
The helical flute cutters contain a set of teeth on the tool’s circumference arranged in a helical path, forming a helical flute between them. The helix angle typically ranges from 15 to 30°. This geometry facilitates better chip removal & speed than straight flutes and also produces a better finish.
Single Form Thread Mills
This thread milling cutter cuts the thread grooves in a single pass ( or a single thread at a time). It is mainly suitable for internal threading; the teeth engage with the material and move ahead, whereas the helical flutes remove the chips outside. Although it has low speed, you can get more flexibility with a single-form cutter.
Single Profile Thread Mills
Unlike a single-form, a single profile cutter involves multiple cutting edges that can cut multiple threads simultaneously with a consistent profile. You can cut threads with the same thread pitch and size faster and accurately. However, these are not flexible and only work for the specific thread size they are designed for. For example, a single-thread profile cutter designed for M6 × 1 can not cut M6 × 0.75.
Multi-Form Thread Mills
While a single-form cutter cuts one thread groove in a single pass, a multi-form cutter can cut multiple pitches with its axially spaced teeth that match the corresponding pitch size. These are also used for the fast production of threads with specific thread types, sizes, and pitches.
Advantages of Thread Milling
- Flexibility: A single-thread tool can perform multiple thread milling types with varied sizes, like internal & external threads.
- Customization: Tool/cutter can be designed for a specific size, and you can create identical threads in large runs.
- Faster Production: The automation of CNC thread milling reduces the production cycle times and allows for fast cutting with minimal deviation in size & quality.
- Diverse Material Options: Thread mills are compatible with both soft and hard materials; you can even make threads in difficult-to-machine materials with proper tooling.
- Minimal Wear: The cutting tool only engages material where it needs to be threaded, not the whole circumference. It results in minimal wear on the workpiece.
- Precision: A CNC milling machine can achieve thread tolerances as low as
Disadvantages of Thread Milling
- Slower for internal threads, as you need to pre-drill the holes
- Advanced machinery and time-consuming setup, which might not be economically feasible for simple threads and small runs.
- The thread mills are not compatible with small holes; typically, they require a hole diameter≥6 mm.
Thread Milling Vs Tapping
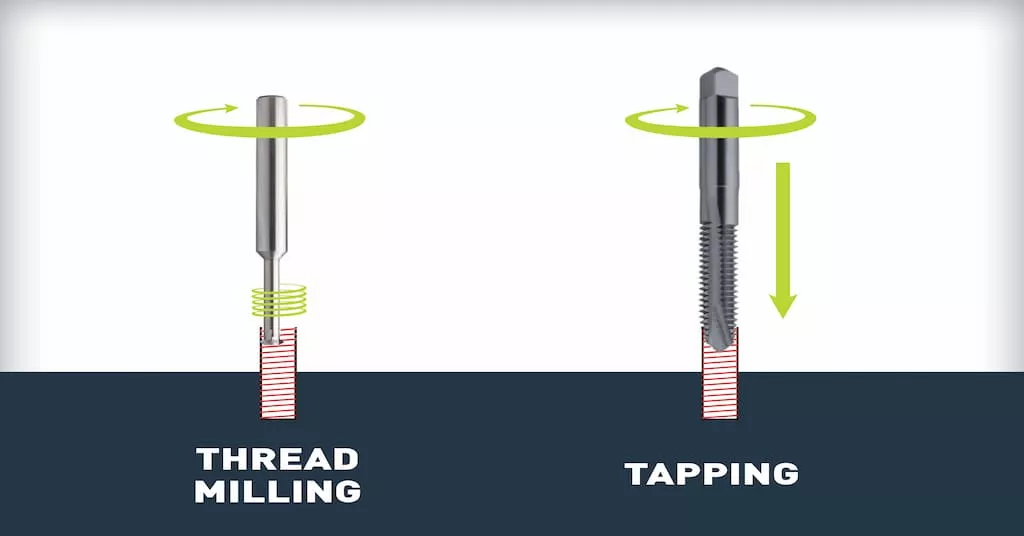
Tapping is another method of creating threads inside holes(internal) that uses special tools called ”taps”. The tapping tool goes inside the hole and forms threads, size identical to its own. The tapping tools are operated both manually and by CNC machines, and can create threads on easy-to-machine materials like aluminum, steel, and ABS.
The table below outlines the differences between tapping and thread milling.
| Criteria | Thread Milling | Tapping |
| Process & Tooling | The CNC program guides a single tool in a helical path | It uses a tap shaped like a screw, designed for a specific thread size/pitch. |
| Flexibility | Highly flexible as one tool can cut internal/external, right/left‑hand threads with different sizes. | Limited flexibility as the tap must be changed each time for a varied size. |
| Production Speed | Slower for small holes (≈10–15 s/hole) | Much faster per hole (≈2–8 s) |
| Machine Requirements | It requires a CNC setup with helical interpolation and a high‑rpm spindle | Tapping can be performed on simpler CNC/ tapping machines |
| Material Suitability | Excellent for hard materials like titanium, stainless, Inconel, etc. | It is only suitable for easy-to-machine metals aluminum, brass, mild steel, etc. |
| Thread Quality & Precision | High precision and surface finish due to excellent chip control. | Good for standard thread and finish & accuracy depend on tool quality |
| Production Volume | Ideal for low to medium volume and | Best for large batches of identical threads—fast, repeatable, low setup. |
| Setup Complexity | Higher programming complexity, helical paths, feeds, offsets, etc. | Simpler to set up: standard canned cycles, basic speed/depth settings. |
Practical Tips for CNC Thread Milling
For high-quality threads, you can follow the following practical tips while choosing tools and executing the milling process;
- Use the Right Cutting Speed: Often, using slower speeds and feeds produces accurate results with a smooth finish. So, use the correct speed based on the thread’s size and pitch.
- Optimize the Tool for Chip Removal: If you are using a tool designed for a specific thread design, optimize its geometry for better chip removal. E.g., helical flutes can perform better.
- Chamfer and Countersink Feature: Add countersink at the end of internal threads and chamfer at the end of external threads.
- Prefer Standard Tools: Using standard size and type of thread mill reduces the tooling cost and is also easy to set up on the CNC machine.
- Hold Workpiece Firmly: Hold the work with the correct clamping force
Need an Expert Partner for Your CNC Thread Milling Projects?
As we discussed, thread milling can makes extensive range of screws & threads, both ouside the shaft and inside the drilled holes. But it requires the use of the right tools, milling parameters, and CNC program to achieve accurate results. If you are looking for a reliable and expert partner to make threads and have your design ready, Yizhishang can be your solution.
Our CNC Milling Service provides multiple operations, including CNC thread milling. We have multi-axis CNC machines and experienced engineers to make your project done. We provide extensive solutions, from design optimization for manufacturability to surface treatment at competitive pricing. Additionally, our instant quoting platform gives an accurate and transparent budget plan for your design quickly. So, upload your CNC design today!
